




铸铁T型槽装配平台在生产过程中,会出现重量的偏差。往往铸铁T型槽装配平台T型槽装配平台的设计考虑到铸造误差和机械加工的误差,T型槽装配平台的重量误差一般不得超过10%,超过10%时,要对铸铁T型槽装配平台T型槽装配平台的质量做进一步的鉴定才可以确定此铸铁平台是否可以投入使用采用了人工刮研的工序。虽然人工刮研比较落后,但是对于T型槽装配平台来说,在精度要求比较高的情况下,是任何机械加工都不可以取代的一种加工工艺。为了提高T型槽装配平台的使用寿命,保证其工作精度,建议对刮研深度控制在0.02mm以上,这样可保证有较长的使用寿命和检定周期。根据有关资料对刮研深度介绍以及刮研深度测得数据,此工艺加工要求是可以达到的。外观上出现震纹,产品表面粗糙程度加大,影响精度,更影响美观。而有了刮研这道工序后,就很少出现以上问题。防工作表面有小范围的局部畸变,来保证实验平台的使用精度。检查作表面的微观质量即微小峰谷的平面度,表面微观质量高,耐磨性好,才能保证T型槽装配平台的使用寿命。
那么工人在铸造铸铁T型槽装配平台过程中应注意哪些事项呢?
1、在铸造铸铁T型槽装配平台T型槽装配平台之前所有使用的设备都应检查它的安全可靠性,使用后要清理干净。
2、铸造铸铁T型槽装配平台T型槽装配平台的主要工具是铁水包,检查铁水包是否烘干,包底、包耳、包杠、端把是否安全可靠,转动部分是否灵活。铸铁T型槽装配平台T型槽装配平台在铸造时禁止使用未烘干的铁水包。
3、铸铁T型槽装配平台T型槽装配平台铸造时,与铁水接触的一切工具,使用前必须预热至500℃以上,否则不准使用。
4、铁水不得超过铁水包容积的80%,抬包要平稳慢行,步调一致,防止铁水溅出伤人。
5、用吊车吊运铁水前应检查吊钩、链子是否可靠,吊运时链子不准打结,要有专人负责跟随铁水包,经过路线,不得有闲杂人员。
6、铸造铸铁T型槽装配平台T型槽装配平台时,严格贯彻六不浇:(1)铁水温度不够不浇;(2)铁水牌号不对不浇;(3)不挡渣不浇;(4)砂箱不干不浇;(5)不放外浇口不浇;(6)铁水不够不浇。
7、浇铸时要准确平稳,不准从冒口往砂箱内倒铁水和看铁水。
8、当铁水浇入砂型时,要随时点燃出汽孔、冒口、箱缝排出的废气、以免毒气和铁水飞溅伤人。
9、铸造铸铁T型槽装配平台T型槽装配平台,铸铁T型槽装配平台时剩余的铁水要倒在准备好的铁模或砂坑内,不准倒在砂堆和地面上,防止铁水爆炸伤人。因跑火或其它原因流在地面上的铁水,在未凝固之前不得用砂覆盖,凝固后应及时清除。
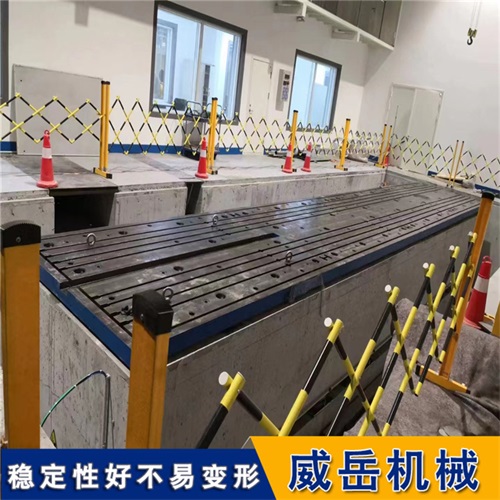
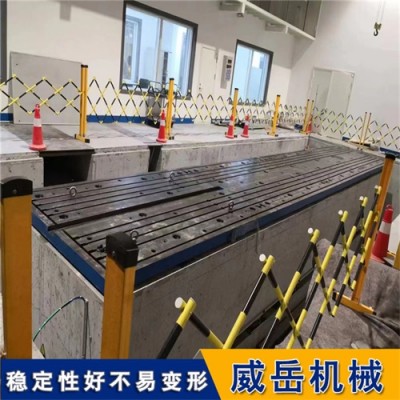
铸铁T型槽装配平台上面可以有孔或T型槽,用来固定工件,和清理加工时产生的铁屑或放以固定销。也可以设计成平面。T型槽装配平板材质:高强度铸铁HT200-HT300工作台一般硬度为HB170-240,加工成品之前必须经过两次人工退火处理,去除其内应内。根据需方的要求在工作面上加工T型槽、圆孔、长孔等。并预留地脚螺栓孔。现在的市场已经呈现出了色彩缤纷的发展趋势,不管我们打算购买的是一款什么性质的设备,都可以接触到各种类型的厂家, 铸铁T型槽装配平台能够活跃于市场顶端,为各种大型T型槽装配的运行提供基础,完全依靠铸铁T型槽装配平台本身过硬的产品质量,独有的开槽优势,得到了客户的青睐与好评。当我们在选择这个铸铁T型槽装配平台的时候,一定要立足于对方的口碑质量。不要盲目的选择。
官方网址:http://www.chinaweiyue.com/
联系人 销售部经理 高女士13231722614 竭诚为您服务!